






additive
- 产品介绍:
- 适用于铝及铝合金砂面处理,酸性腐蚀技术是本公司引进日本铝表面处理技 术,经逐步完善,并经工业化生产实践,证明使用效果良好。
- 产品特性:
- ●工艺简单、安全、槽液稳定性好,使用寿命长;
●组分独特、工艺条件宽松,可控性强;
●腐蚀均匀、溶铝量小,每吨铝件耗铝量不超过5KG,相当于碱蚀的耗铝量的1/4,可降低生产成本。
适用于铝及铝合金砂面处理,酸性腐蚀技术是本公司引进日本铝表面
处理技术,经逐步完善,并经工业化生产实践,证明使用效果良好
|
特点 |
工艺简单、安全、槽液稳定性好,使用寿命长。 组分独特、工艺条件宽松,可控性强。 腐蚀均匀、溶铝量小,每吨铝件耗铝量不超过5KG,相当于碱蚀的耗铝量的1/4,可降低生产成本。 |
|
工艺参数及工作台条件 |
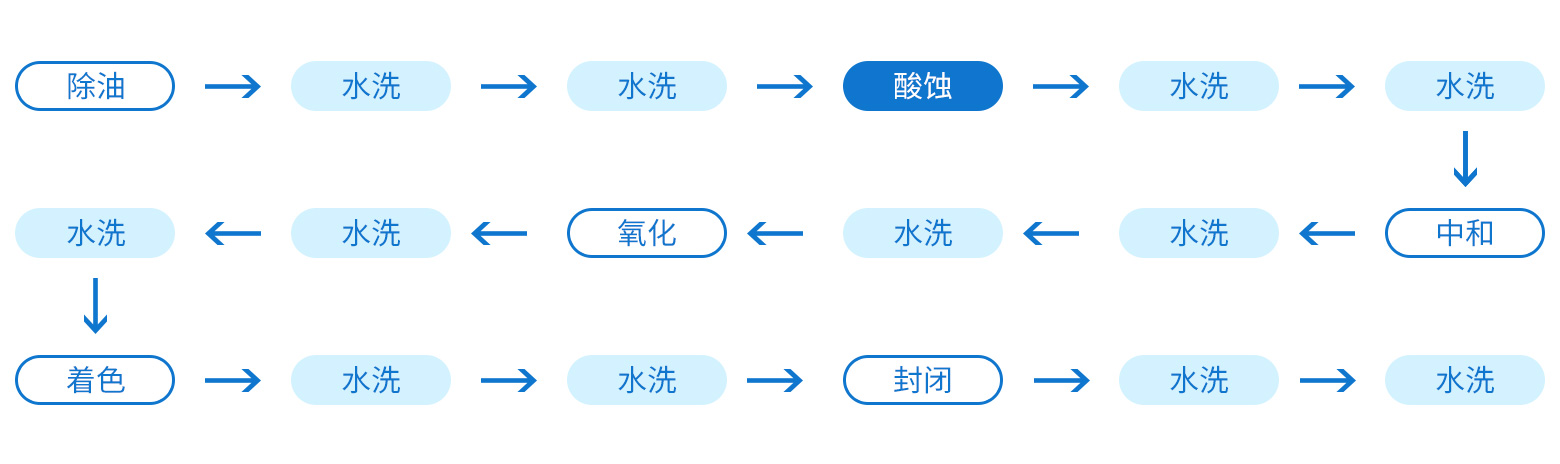
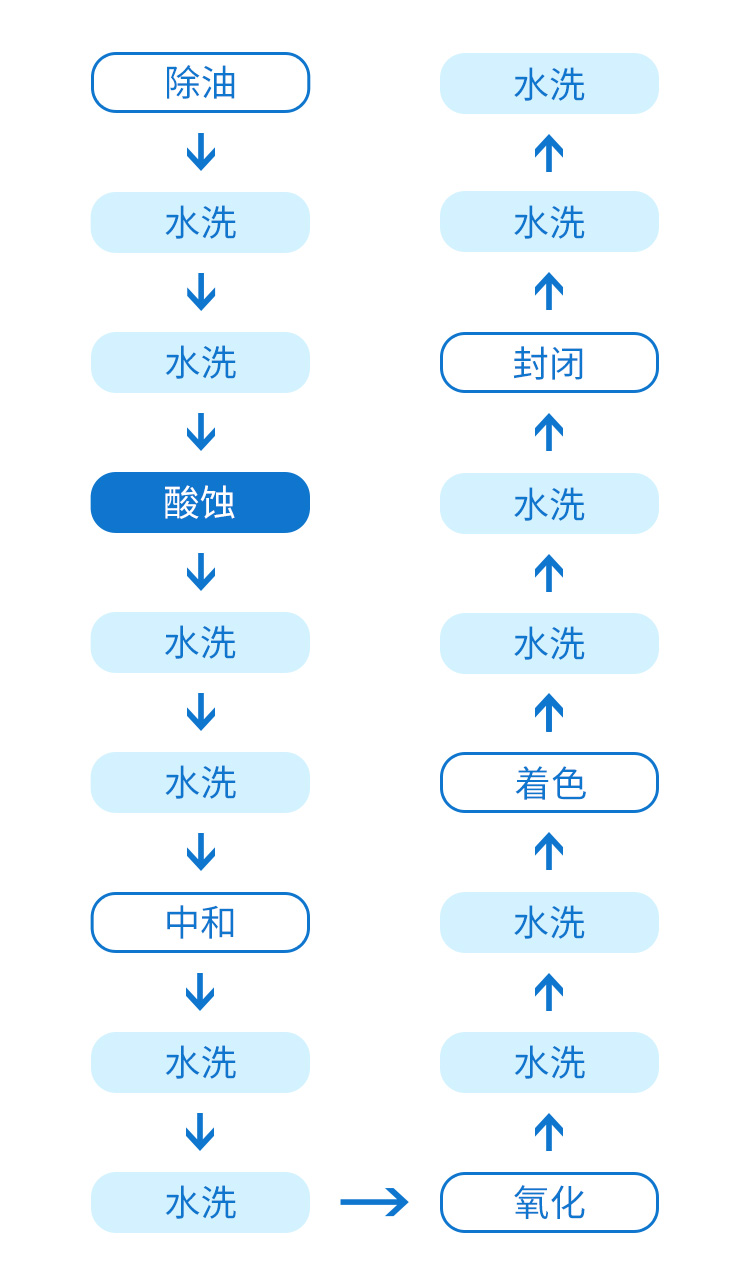
工艺流程和溶液组成: 除油--水洗--酸蚀--水洗--碱蚀--水洗--中和--水洗--氧化 氟化氢铵:50-60g/L 固体酸蚀剂:2.5-3g/L 工作温度:40-50℃ 处理时间:约2-6分钟(可根据需要延长或缩短时间) 设定工作点:6.5-8.5 新配槽:氟化氢铵50-60g/L,氢氟酸20g/L,固体酸蚀剂6g/L 二、辅助设施: 三、由于生产过程中会产生悬浮物和沉淀,所以必须设定以下辅助设施,示意图如下:
|
|
槽液维护 |
根据分析结果控制工作点在工作6.5-8.5之间,补充氟化氢铵100KG,相应补充酸蚀剂5KG。 每生产班在正常情况下,最少分两次补充氟化氢铵、酸蚀剂。 尽力使酸蚀槽悬浮物在最低限度,并按工艺要求控制工作温度。 |
|
分析方法 |
用移液管吸取槽液10.0ml于250ml锥形瓶中,加纯水50-100ml摇匀,加入1%酚酞指示剂3-4滴,用1N NaOH标准溶液滴定,出现粉红色为终点。 计算工作点:N NaOH·VNaOH |

 粤公网安备 44060502001826号
粤公网安备 44060502001826号