






表面处理添加剂
additive
additive
YX-006 固体碱蚀剂
- 产品介绍:
- 适用于铝合金型材碱腐蚀助剂,抑制过腐蚀,能充分络合铝离子,防止铝离子水解、沉淀、结块。
产品详情
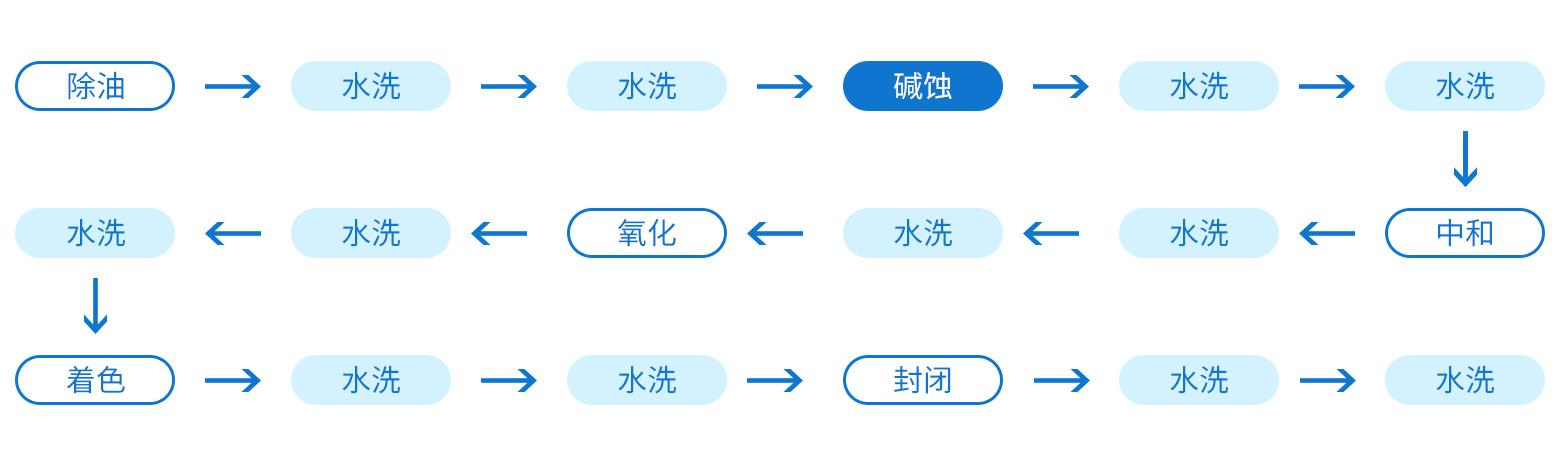
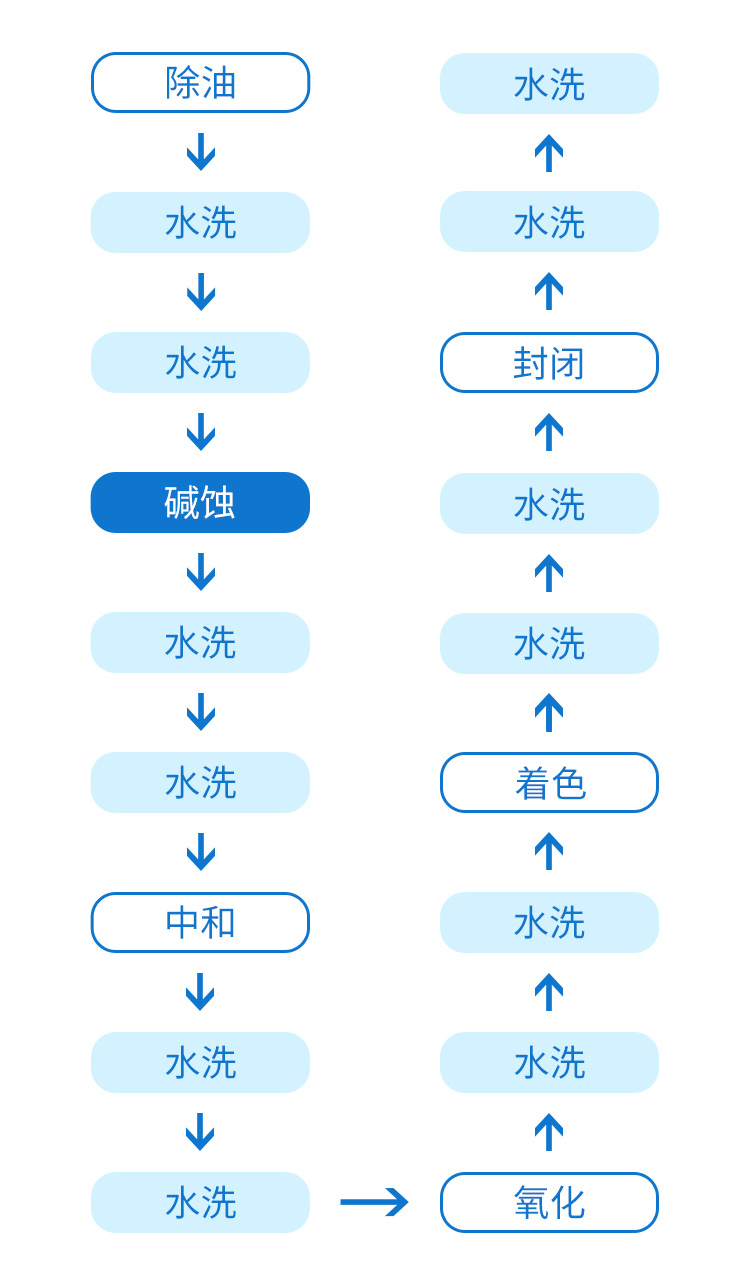
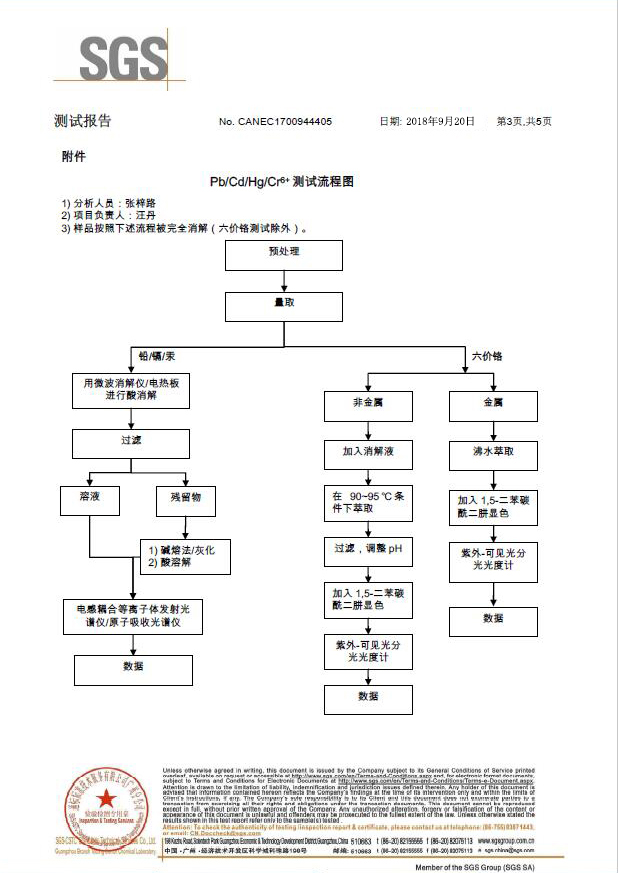
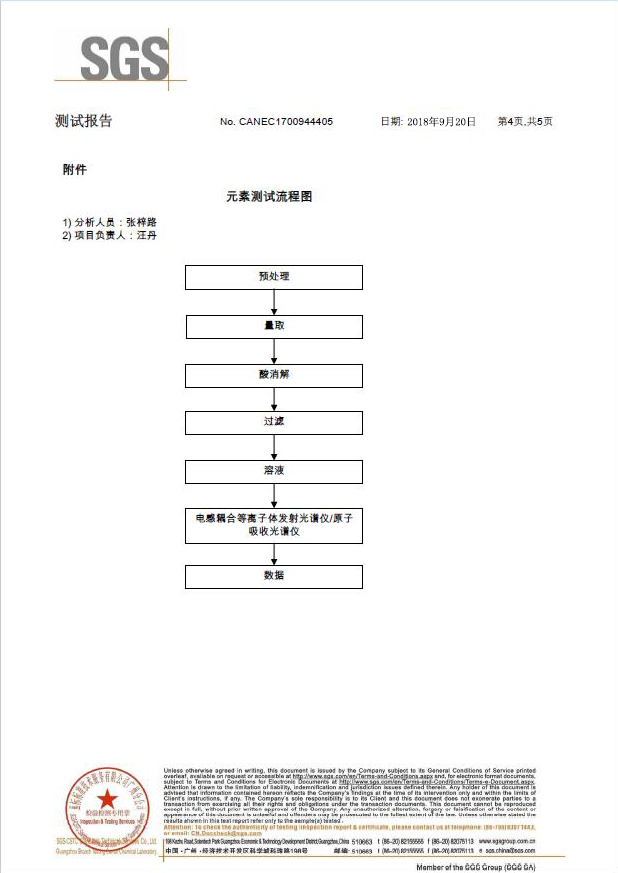
工艺流程图
工艺参数 工作条件 | 配槽及工艺参数: NaOH:40-60g/L3 固体碱蚀剂:4-6g/L 砂面处理工序:AL3+ >45g/L 工作温度:40-60℃ 处理时间:1-10分钟(视要求而定) |
1.用户在建立槽时,最后考虑设定加温或降温装置,特别是在生产砂面工作件会产生较高温度,造成处理时间,表面质量难以把握。 | |
2.处理时间可根据实际情况而定,由于各厂家对表面质量要求不同,可相应设定不同处理时间。 | |
日常维护 | 碱蚀剂针对铝型材表面处理要求而研制,综合整平、缓蚀、表面活化、络合铝离子等功能,满足各类形式的铝面预处理要求,最高溶铝量为120g/L. |
日常维护请执行以下要求: | |
1.稳定工作温度,尽量避免交叉污染 | |
2.补加碱蚀剂要采用少量多次的方式。 | |
3.超出120g/L铝离子时,要清理槽底沉渣方可继续使用 | |
4.固体碱蚀剂耗量应以 NaOH的5-6%补充 | |
消耗参数 | 消耗量依据处理要求不同而不不同,具体如下: |
一般处理工序(包括酸蚀后处理工序) NaOH(98%):10-15kg 碱蚀剂(固体):0.5-0.8kg 每吨铝材铝消耗量:1-5kg 砂面处理工序: NaOH(98%):25-35kg 碱蚀剂(固体):1.3-1.8kg 每吨铝材铝消耗量:20-30kg(视表面要求) | |
分析方法 | 移取槽液2.0mL锥形瓶中,加水50mL,1%酚酞4滴,用1.0N盐酸标准溶液滴至红色消失(V1)。再加入1-3g氟化钾摇匀,用1.0N盐酸标准溶液滴至红色消失,再加入少许氟化钾,变红色则继续滴定至红色再次消失(V2) |
计算: 游离碱(g/L)=20×(v1-v2/3)×N-HCL 铝离子(g/L)=4.5×V2×N-HCL 注:N-HCL盐酸标准溶液当量浓度 |

 粤公网安备 44060502001826号
粤公网安备 44060502001826号